Minimum Bend Radius Stainless Steel Sheet
Minimum Versus Recommended Inside Bend Radius

Analyzing The K Factor In Sheet Metal Bending

Bending Basics The Fundamentals Of Heavy Bending

Bending Basics The Hows And Whys Of Springback And Springforward

Sheet Metal Design Guide Geomiq
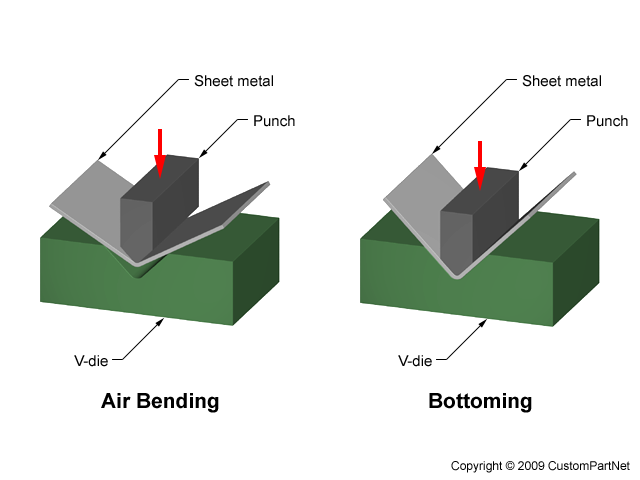
Sheet Metal Forming

So if the metal plate is 75 thick you would multiply 4 x 75 3 so your minimum inside bend radius would be roughly 3 times the thickness of the material in this case or 2 25.
Minimum bend radius stainless steel sheet.

Bend Allowance Sheetmetal Me

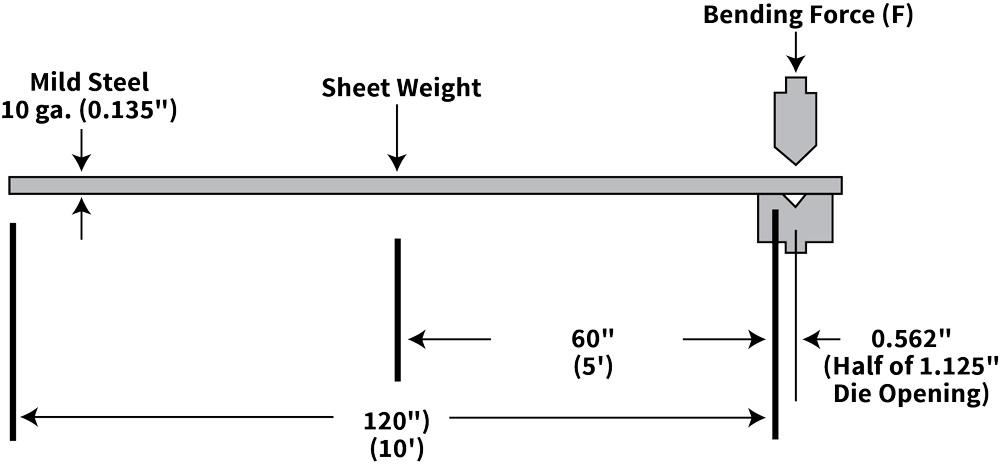
How Do I Determine The Proper Tonnage For A Bend Jmtusa
Sheet Metal Bending Tolerances
Metal Bending Metal Folding Service Fractory

Laser Bending Tubes Sheet Metal Fabrication Metal Sheet Design Sheet Metal

Pin On Videos

5 Tips For Avoiding Sheet Metal Deformation Wiley Metal
Designing With Sheet Metal How Tight Can You Make A Bend

Tips For Bending Sheet Metal Make It From Metal

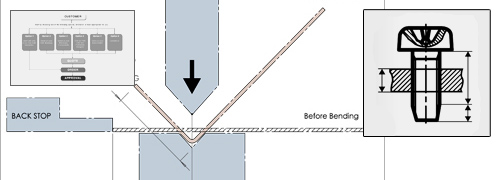
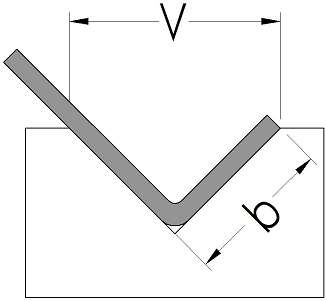
How To Select A V Die Opening For Press Brake Bending Fabricating And Metalworking

K Factor Sheetmetal Me

Sheet Metal Panel Bending Manufacturers Dalsin Industries Inc In 2020 Metal Panels Sheet Metal Metal Bending

Pipe Bending Forming Unified Alloys

Pin En Chapa Metalica

Large Radius Tube Bender Metal Tools Metal Workshop Metal Forming
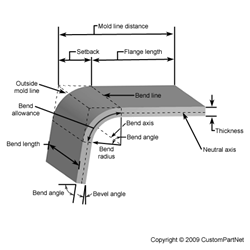
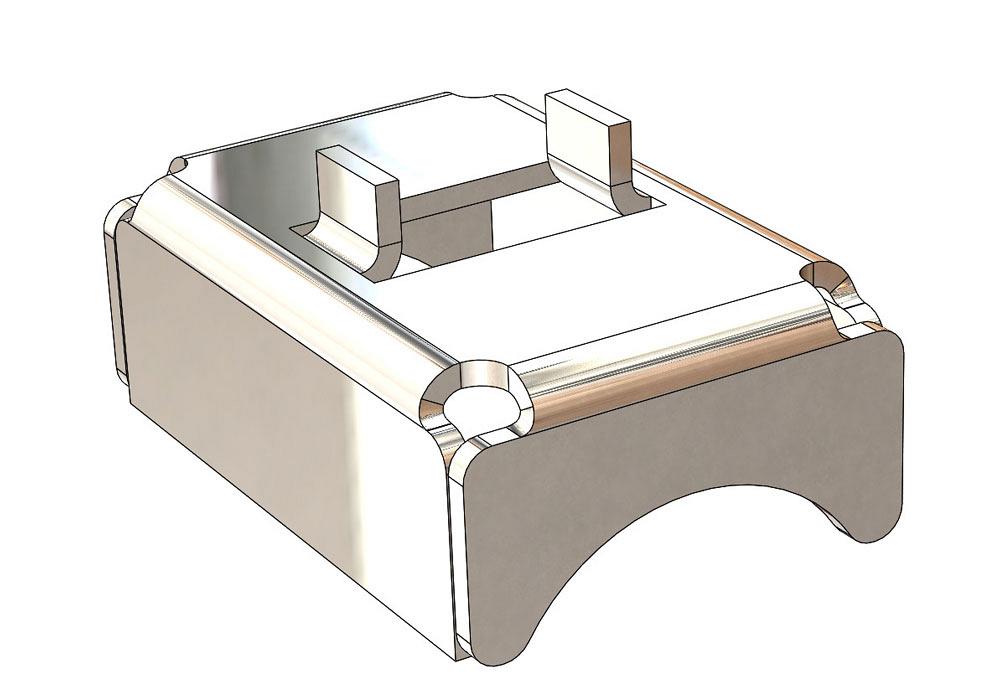
Sheet Metal Bending

Following Dfm Guidelines For Working With Sheet Metal Machine Design

Pin On Trike Motorcycle
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsiwqlcghpj4cp Mrtny4ounzafwlrd6vjaeues Dirhnv3qle4 Usqp Cau
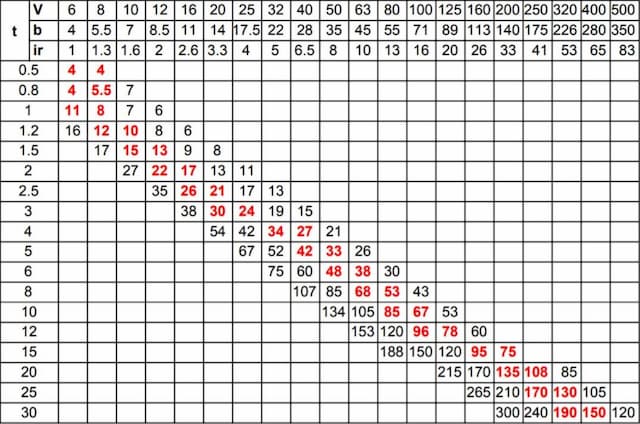
Air Bend Force Chart Sheetmetal Me

Pin On My Next Projects

Working Principles 4 Sheet Metal Plastic Design Metal Furniture Design

Minibuggy Net The Ultimate Off Road Buggy Community Metal Working Tools Metal Bending Metal Working
Sheet Metal Hems Sheetmetal Me

How To Choose Cut And Bend Sheet Metal Make
Bend Allowance Calculator

Sheet Metal Panel Bending Manufacturers Dalsin Industries Inc

How To Bend Steel Into Benches Metalworking For Beginners Youtube
Http Kaizenha Com Cdn Files Manufacturing 201 Lecture 2015 Pdf
Pin On Awesome Things

Fixingtosteel Gif 400 592 Stone Cladding Stone Facade Wall Cladding
What Sheet Metal Shops Wish You Knew Reasonable Tolerances Grain Direction And The Base Flange

How To Properly Bend Metal Pipe And Tube At Home Make It From Metal

How To Easily Make A Small Radius Bend In Flat Steel General Fabrication Tip Youtube

Stainless Steel Tandoor With S S We Are Manufacture And Supply Quality Range Of S S Tandoor With S S Top 2 Havin Commercial Kitchen Manufacturing Home Decor

Pin On Arch

Structural Steel Bending Structural Beam Bending

Stainless Steel Tube U Bend U Bend Stainless Steel Tubes China Guanyu Stainless Steel Tube

Minibuggy Net The Ultimate Off Road Buggy Community Bender Homemade Tools Metal Bender

Pin On Coin Jewelry

Affordable Bender 1 1 2 Die On 7 Radius Home Bar Designs Tube Bender
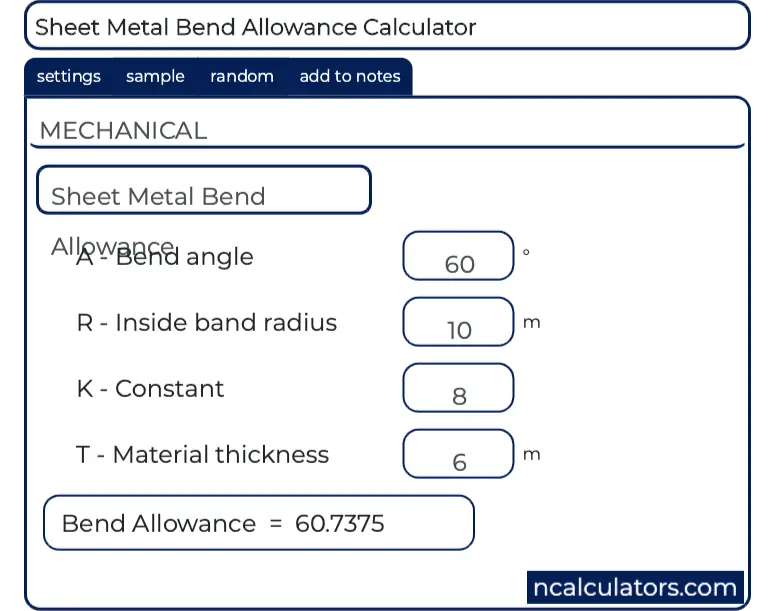
Sheet Metal Bend Allowance Calculator

How To Bend Sheet Metal 13 Steps With Pictures Wikihow
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsiwqlcghpj4cp Mrtny4ounzafwlrd6vjaeues Dirhnv3qle4 Usqp Cau
Source : pinterest.com
