Maximum Thickness For Sheet Metal Stamping

Aluminium Sheetmetal Bending Forming Product Material Aluminum Alloy Sheet Thickness 1 5mm Siz Aluminum Sheet Metal Sheet Metal Fabrication Metal Bending

Stainless Steel Welding Service Nonstandardmetalprocessing Materials Stainless Steel Sheet Thickness Metal Welding Stainless Steel Welding Welding Services

Pin On Carbon Steel Sheet

Pin On Al Alloy Sheet

Metal Mould Stampingmould Various Of Sheet Metal Mould Design Develop And Processing Customized Of Nonstandard Metal Bending Mould Design Metal Processing

Pin On Al Alloy Sheet

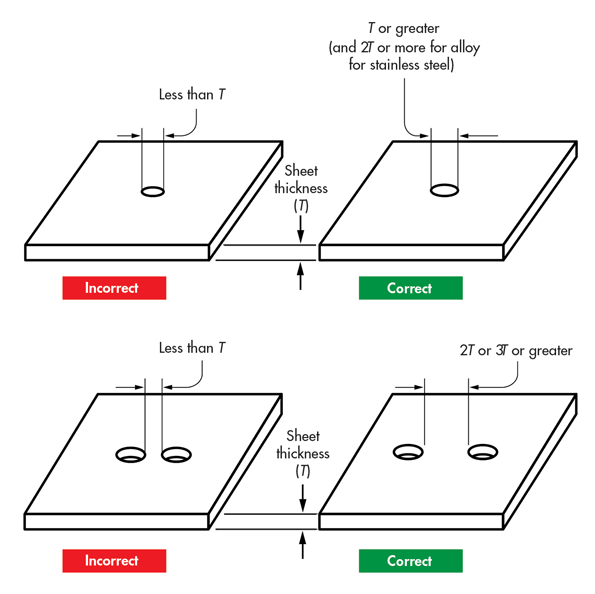
The rule of thumb in stamping design is to leave a minimum of 1 1 2 times material thickness between trimmed or perforated features.
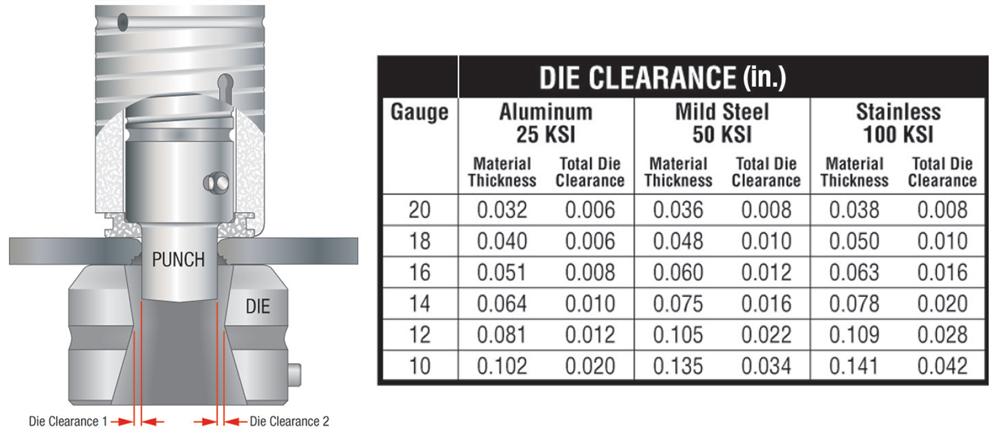
Maximum thickness for sheet metal stamping.
Maximum Sheet Metal Punching Minimal Distortion
Following Dfm Guidelines For Working With Sheet Metal Machine Design

Sheet Metal Gauge Illustration Cleaning Jewelry Metal Prices Jewelry Making

Galvanized Cable Tray Bracket Metalstamping Rectangular Tube Size 40mm 40mm Length 600mm Carbon Steel Size 145mm Cable Tray Metal Stamping Galvanized

Use This Guide To Determine The Thickness Of The Copper Sheet You Need For Your Project Copper Diy Copper Crafts Copper Sheets

Pin On Nonstandard Metal Processing

Graitec Autodesk Inventor Sheet Metal Design Rules Sheet Metal Sheet Metal Fabrication Metal Design

Stainlesssteel Springshrapnel Thickness 0 4mm Size 46mm 8mm Tolerance 0 2mm Weight 2g With Images Metal Processing Custom Clamps

Big Disc Cutter 1 Inch 7 8 3 4 5 8 1 2 For Sheet Silver And Copper In 2020 Disc Cutter Copper Jewelry Tutorial Metal Stamping Supplies

Pin On Etsy Favorites

Pin On Carbon Steel Sheet

Shop Tools And Machinery At Grizzly Com Metal Working Tools Sheet Metal Tools Welding Shop

Pin On On Sale Now

Pin On Printing And Graphic Arts Business And Industrial

Bending Basics The Hows And Whys Of Springback And Springforward
Understanding Horizontal Forces In Stamping Dies Metalforming Magazine Article

Sheet Metal Design Guide Geomiq

Disc Cutter With 4 Punch Set Disc Cutter Cutter Punch
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcs8zgbo7pdd8sjqpzjttc7bzskljstjyersldddmox8ykdwjdt5 Usqp Cau

Http Www Eastwood Com Sheet Metal Gauge Html Sheet Metal Gauge Sheet Metal Gauges

Pin On Carbon Steel Sheet

Deep Drawing An Overview Sciencedirect Topics

Carbon Steel Anglebracket Customization Processing Stamping Application Auto Engine Heater Angle Bracket Stainless Steel Brackets Custom Metal

Acrylic Thickness Chart Ear In The Envelope Inc Metal Stamping Jewelry Blog 12 Metal Stamped Jewelry Galvanized Sheet Metal Stamping

Pin On Al Alloy Sheet
Heavy Gauge Stamping Ohio Valley Manufacturing Inc

Metalcuttingdie If You Are Interested In Our Products Just Leave Your Email For Inquiry We Have Factory Price Metal Processing Metal Stamping Hole Punch

Pin On Nonstandard Metal Processing

Problems In Sheet Metal Forming Download Scientific Diagram

Pin On Creative Diy
Texture Stamp Pack Series 4 Metal Stamping Diy Stamp Steel Stamp

Heavy Duty Sheet Metal Punching With The Modern Mechanical Punch Press

Pin On Carbon Steel Sheet

Thermoforming Is A Very Important Type Of Forming Where The Plastic Is Heated Under A Particular Set Temp Blister Packaging Plastic Moulding Packaging Machine

Pin On All Things New

Pin On Tools Find It At Seattle Findings

Small Rustic Personalized Brass Tag Hand Stamped Golden Tag Etsy In 2020 Brass Tags Metal Tags Personalized Gifts Jewelry

1 Ton Arbor Press Metal Fabrication Tools Metal Working Tools Harbor Freight Tools
Forming On The Modern Punch Press Sheet Metal Fabrication S Swiss Army Knife

Al Alloy Sheet Metal Stamping Bending And Riveting Parts For Instruments And Apparatuses Welcome To Inquiry Aluminum Sheet Metal Metal Stamping Sheet Metal

We Have Provided Out Parts To Major Industry Leaders In Textiles Machinery Manufacturing We Work According To The Techn Sheet Metal Machinery Metal Sheet Metal

Details Of Gypsum Channel Machine A De Coiler 250 Kg Cap B Entry Gate With C Roll Forming Line With 8 Station Roll Forming Mechanical Design Making Machine

Nonstandardstainlesssteel Gasket Customized Process Blanking And Stamping We Accept Other Custom Sizes Welcome To Co Metal Processing Custom Custom Sizing

Stamp And Touch Mark Press Hydraulic Metal Working Tools Tool Holder
Source : pinterest.com
